片式陶瓷电容采用陶瓷材料作为绝缘介质,其内部由多个电容错位叠压而成,简称MLCC。MLCC具有体积小、单位体积电容量大、受温度等环境因素对性能影响小等优点,在军用通讯、雷达、炮弹引信、航空、航天、武器系统等领域被广泛应用。
为了适应集成电路和SMT贴片加工技术的发展,MLCC朝着高容量和小型化的方向发展,力求使多层陶瓷电容器叠层层数多,介质层厚度薄。但随着MLCC变得越来越小(薄),MLCC装配的难度加大且易出现失效问题。下面众焱电子小编将接着《SMT贴片电容MLCC的失效改善对策(一)》中的内容继续讲解介绍。
二、工艺的改进
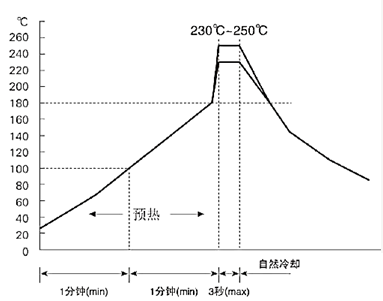
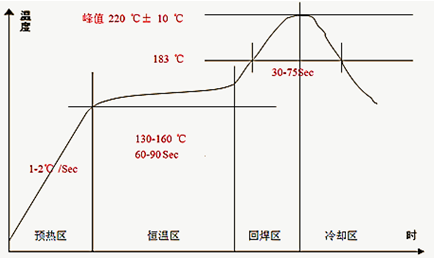
工艺方法选择上应多考虑MLCC的温度特性和尺寸,避免热应力造成的缺陷。比如1210以上的大尺寸MLCC,在选择焊接工序时,不宜采用波峰焊接,因为大尺寸的电容导热设计不如小尺寸,容易造成电容受热不均匀,从而产生破坏性应力。而一但焊接方法确定为波峰焊接或回流焊接时,应注意焊接设备的温度曲线设置,温度曲线应由授权的工艺技术人员负责设定,验证、修改和发布;参数设置中跳跃温度不能大于150℃,温度变化不能大于2℃/秒,预热时间应大于2分钟以上,焊接完毕不能采取辅助降温设备,应自然随炉温冷却。典型有铅的MLCC波峰焊接曲线见图14所示,典型有铅的MLCC回流焊曲线见图15所示。
连接器附近加装滤波电容,进行连接器插拔时,若连接器周围没有板面支撑设计,PCB板产生翘曲变形也可导致附近的器件产生裂纹,因此广州SMT贴片加工厂家可考虑在连接器周围增加安装孔或垫柱设计,以减少插拔过程印制板的变形。其次,从工艺设计流程上进行优化,通过制作托盘工装,将丝网印刷→表面贴装→回流焊接→裁板这种工艺流程改为表贴喷印→表面贴装→回流焊接工艺流程,以托盘工装为载体连接各小板,可省去拼板后再裁板的工步,图13为某产品使用托盘工装后的效果图。
表1预热时间要求
|
序号 |
封装类型 |
预热参数 |
|
1 |
0402、0603、0805 |
120℃,(40~50)s |
|
2 |
1206、1210、1812 |
120℃,(60~70)s |
|
3 |
2220、2225、3035 |
120℃,(90~100)s |
未完待续…
广州众焱电子有限责任公司www.gz-smt.com,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的公司,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。公司的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。