在SMT工艺质量控制相当成熟的今天,BGA的焊接一直是重要关注的环节。一个OEM工厂的制程能力,在很大程度上取决于BGA的焊接水平。电子行业的特点是:元件功能在不断的升级换代,电子产品的性能越来越强大,而外形、体积却越来越小。甚至有的元件采用了更为先进的工艺。这些元件、产品的变化给SMT贴片加工生产制造不断提出挑战。下面众焱电子小编将接着《SMT制程之花球焊盘BGA焊接技术研究(二)》中的内容继续进行分析讲解。
三、验证过程
新工艺的器件,或者是特殊设计的器件,供应商一般会提供温度曲线和网板开孔等工艺控制的建议方案。即便许多广州SMT贴片加工厂都严格遵循这些资料,但还远远不能制造出满意的产品。因为不同的产品,其性能、大小,整板元件的分布和配置等各有区别;不同制造商的设备和材料存在差异;最终产品的可接受的质量、可靠性和成品率的要求也各不相同。以上这些因素,都要求在生产实践中,现场工程师除了认真参照供应商提供的资料设定工艺参数外,还要对过程参数进行独立的开发和验证。经过多次积累,才会得到准确的工艺数据。
以下生产过程,按照SMT阶段控制要点进行调整、控制。
1、芯片数据
DPS产品使用了花球焊盘弓形芯片。该芯片名称为COREI7-6600U2C4M2.6GSR2F1(图2),封装大小:42×24mm,封装为BGA1356。
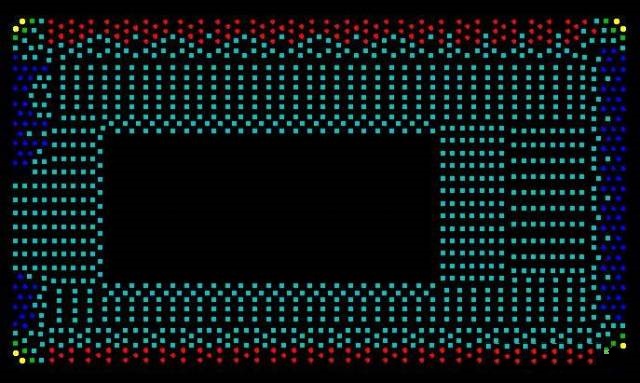
该BGA球径一致为0.35mm,但此芯片焊盘设计多样化,焊盘形状不同,见表一。
|
焊盘颜色 |
黄色焊盘 |
绿色焊盘 |
浅蓝色焊盘 |
深蓝色焊盘 |
红色焊盘 |
|
焊盘大小 |
φ0.35 |
φ0.33 |
φ0.30 |
0.25*0.33 |
0.25*0.35 |
2、制定并实施方案
结合花球焊盘弓形芯片SMT阶段控制的三个要点,制定了工艺参数设定方案:
第一:调整温度曲线,解决芯片变形问题。炉温峰值到达240度以上,选用12温区的:回流炉,升温和降温斜率控制在2-3℃/秒;
第二:重点调整网板的开口方式。重点增加焊膏量。
该产品使用了PITCH=0.4mm的IC元件和0201的阻容元件,为了兼顾整板元件焊接质量,网板厚度选用了0.12mm的阶梯网板,网板厚度采用0.12mm钢片,PITCH=0.4mm的IC元件和0201的阻容元件处采用0.10mm的阶梯。针对四角和中间容易虚焊位置,在保证安全距离的前提下,增大网板开口。结合该产品元件的特点,遵循焊点间距不大于0.2mm的原则,制定开口方案如下(图3),具体数据见表三:
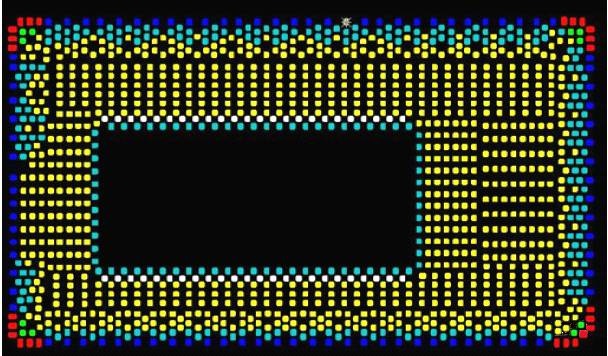
图3芯片焊盘开孔改变
表三:CORE17—6600U芯片钢网开孔尺寸(单位:mm)
|
开孔位置 |
红色位置 |
绿色位置 |
深蓝色位置 |
浅蓝色位置 |
黄色位置 |
白色位置 |
|
开孔大小 |
φ0.36*0.70 |
方0.36倒角 |
φ0.35*0.45 |
φ0.35*0.42 |
方0.35倒角 |
φ0.35*0.40 |
依据IPC-7525钢网设计指南要求,为保证锡膏能顺畅地从网板开孔中释放到PCB焊盘上,在网板的开孔方面,面积比>0.66。该网板黄色位置开孔最小,经过计算面积比:0.35*0.35/2*(0.35+0.35)*0.12=0.73>0.67。因此,网板采用0.12mm的钢片厚度,可以满足要求。
第三:锡膏选择某品牌高黏着力锡膏,选择4号粉颗粒。为了增加网板转印率,采用纳米膜技术。同时要求网板时间控制在2小时以内,保证助焊剂活性。该产品按照以上工艺方案进行生产,BGA和PCB实现了很好的贴合,形成了良好的共面性;生产的焊点状态良好。没有出现桥接、焊点拉伸及虚焊现象。后期生产质量稳定,没有出现质量问题。
未完待续…
广州众焱电子有限责任公司www.gz-smt.com,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的公司,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。公司的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。