由于锡膏工艺的制约,面对超小型元器件,传统的锡膏技术己很难适应了,而采用助焊剂贴装回流焊接时可达100μm,甚至50μm至更小,适应超小型元器件组装。PCBA全部采用助焊剂贴装回流焊接是发展趋势,这样就要求元器件或PCB采用焊锡预置方法,将焊锡电镀到元器件焊点或用预置成型锡片放置到焊点,印刷只用采用助焊剂,再进行SMT贴装元器件过回流焊,形成良好可靠的焊点。下面就由广州SMT贴片加工厂—众焱电子为大家详细的介绍分析一下。
一、元器件预置锡球、锡片或镀锡(R、C、L、SOT、QFP、BGA、CSP)
1、元器件电镀预置焊锡
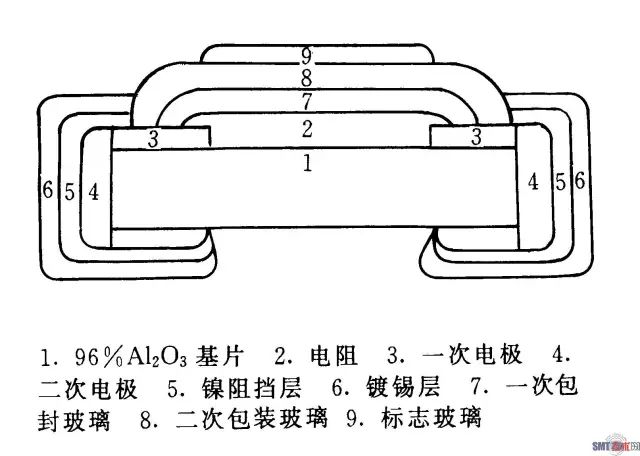
BGA预制锡球的技术已经非常成熟,超小型元器件也可以采用焊点预置锡球或锡片的工艺。这里仅以电阻器为例,分析电镀焊锡工艺。电阻的外型结构如图12,其中(1)是高铝陶瓷,它是片式电阻的基体;(2)是金属膜或碳膜电阻;(7)、(8)、(9)分别是包封玻璃,起到防潮的保护作用;(4)、(5)、(6)三层端焊头,最内层(4)为银钯(Ag-Pd)合金,厚度为0.5mil,它与陶瓷基板有良好的结合力;中间层(5)为镍层,厚度为0.5~1mil,它是防止在焊接期间银层的浸析;最外层(6)为端焊头,普通的电阻镀锡层只有1mil。而电镀预置焊锡,厚度约10mil,作为与焊盘焊接的锡,依据不同的尺寸的元件,电镀不同厚度。
2、元器件焊点焊接形态
预置锡片焊点的可靠性,以片式元器件焊点的理想焊接形态分析为例,在实际的试验中可以看出,焊锡不是越多就越好,只需要形成良好的IMC合金层就好,标准的焊点对焊锡量需要的不多,它有两个焊点,分别在电极的外侧和内侧。外侧焊点又称主焊点,主焊点呈弯月面状,维持焊接强度;内焊点起到补强和焊接时自对中作用。由试验结果可知理想的焊盘长度为B=b1+T+b2,式中b1取值范围为0.05~0.3mm,b2取值范围为0.25~1.3mm。
二、PCB预置焊锡
1、PCB预置焊锡方法
PCB焊盘涂镀层的种类比较多,工艺也非常成熟,预置比较厚的焊锡,还是比较少,在日本PCB预置焊锡的工艺已经开始研究,国内还是刚刚起步。PCB上预置比较厚的焊锡大概步骤是:
1)通过化学发应,在焊盘表面形成一层粘性层;
2)向PCB上喷洒锡粉,在粘性作用下在焊盘表面附着一层锡粉;
3)向锡粉表面喷一层松香;
4)过Reflow加热,在焊盘表面形成一层焊锡层。
2、助焊剂贴装工艺
通过在PCB焊盘上形成一层厚厚的锡层,然后在SMT贴片加工中只需要印刷助焊剂松香,起着粘着元件与帮助焊接的作用,贴装好后,直接过回流焊。Flip-Chip Process使用PCB预置焊锡的工艺,供给焊点焊锡,然后在SMT贴装过程中只印刷或喷涂助焊剂松香,直接过回流焊,形成良好的焊点。PCB焊盘预置焊锡,焊接精度高,降低焊接工艺要求,可以应对各种元器件包括Fine Pitch脚间距为65μm的器件,预制焊锡是一种突破性PCBA组装工艺。