微电子工业的飞速发展,芯片封装的不断小型化,不仅促进了SMT贴片加工厂的印制电路板朝高密度、多层化方向发展,焊盘尺寸也随之精细化,更小的焊盘、更小的间距对印制电路板的可焊性等工艺提出了更严格的要求。如0.5Pitch的BGA焊盘多为10~12mil,而0.4Pitch的BGA焊盘则达到了8mil(约0.2mm)。
一、实验设计
为了《浸锡试验小焊盘完全不润湿现象的研究分析》中的推测结论,设计了具备一系列从6mil到36mil尺寸不等的圆形BGA焊盘及方形片式元件焊盘试板,焊盘均采用阻焊限定方式制作。
为比较阻焊高度的影响,实验板采用阻焊印刷预固再印刷的多次循环印刷的方法加厚阻焊。最终形成了无阻焊(0#)、一次阻焊(1#)、二次阻焊(2#)、三次阻焊(3#)的样品梯度。并最终进行沉金表面处理制作,从而避免多次阻焊带来的烘烤老化或是余胶风险等对焊面可焊性的影响。
另外,测试板与润湿天平标准测试片进行拼板生产。实验过程中润湿天平测试片用于评价同板面试板的可焊性优劣,小焊盘区域用作浸锡测试。
二、实验结果
浸锡试验前,通过光学轮廓仪以及润湿天平分别对试样的阻焊高度以及可焊性情况进行了评估,相关测试数据如下表所示:
样品阻焊高度、润湿力数据对比
|
样品 |
0# |
1# |
2# |
3# |
|
阻焊高度/μm |
0 |
15.011 |
17.585 |
27.725 |
|
润湿时间Ta/秒 |
0.005 |
0.003 |
0.017 |
0.003 |
|
润湿力F/mN |
4.619 |
4.789 |
4.401 |
4.424 |
润湿天平测试显示4组样品润湿时间Ta和润湿力F都相差无几,润湿性能都在一个水平,且均满足相关标准的要求。
确认可焊性不存在异常后,进行了浸锡试验,相关测试数据如下:
1、BGA焊盘
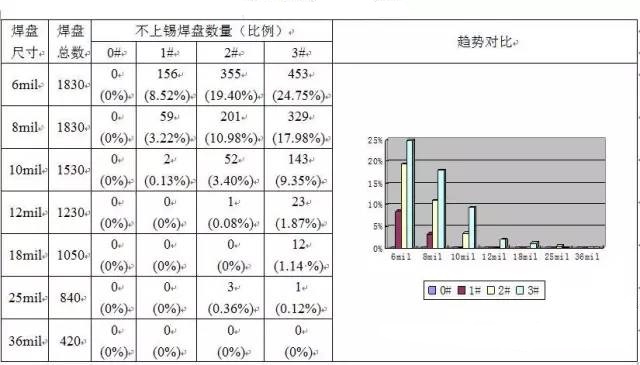
下表所示为BGA焊盘浸锡结果,从横向比较,如6mil的圆形焊盘,无阻焊样品和阻焊高出焊盘15.011μm、17.585μm、27.725μm四种样品,焊盘不上锡的比例分别为0%、8.52%、19.40%、24.75%,其它8mil到18mil的圆形焊盘也呈现处同样的趋势,随着阻焊高出焊盘厚度的增加,焊盘不上锡的比例逐渐增大。从纵向比较,无印刷阻焊的0#样品,从最小6mil焊盘到最大36mil焊盘均未发现有焊盘不上锡的情况;而有印刷阻焊的样品,如阻焊高出焊盘27.725μm的3#样品,发现随着焊盘尺寸的增加,不上锡焊盘的数量依次减少,其它阻焊高出焊盘15.011μm和17.585μm两种样品也发现有同样的规律。
BGA焊盘上锡效果
2、片式元件焊盘
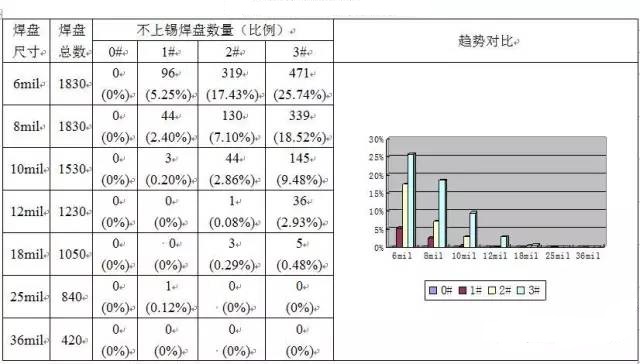
下表所示为片式元件焊盘浸锡结果,仔细观察数据变化情况,发现与BGA焊盘变化规律相同。相同尺寸的片式元件焊盘,随着阻焊高度的增加,焊盘不上锡的比例逐渐增大;相同阻焊高度的焊盘,随着焊盘尺寸的增加,焊盘不上锡的比例逐渐减少;无印刷阻焊的0#样品,从最小6mil焊盘到最大36mil焊盘均未发现有焊盘不上锡的情况。
片式元件焊盘上锡效果
3、SMT焊盘
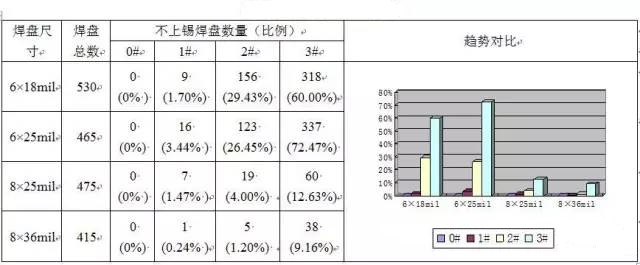
下表所示为SMT焊盘浸锡结果。从横向比较,同样发现相同尺寸的焊盘随着阻焊高度的增加,焊盘不上锡比例也增加。从纵向比较,发现无印刷阻焊的样品焊盘均能上锡,而印刷阻焊的样品,基本趋势是随着焊盘尺寸的增加,焊盘不上锡的比例减少。
SMT焊盘上锡效果
通过上述实验结果,可以确定阻焊高度对于小焊盘不上锡有非常大的影响,具体表现为随着阻焊高度的增加,不上锡焊盘的数量增多,不上锡焊盘尺寸也有所增大,且不上锡的情况不随焊盘形状的变化而变化。不上锡焊盘尺寸主要集中在6-18mil的范围,偶尔也会出现大于18mil的焊盘不上锡。
上述结论基本与之前的推测相符:在浸锡测试过程中,小焊盘阻焊开窗较小的情况下,使得在阻焊表面具备较大界面张力的焊料无法接触到焊盘造成了焊盘无法上锡的情况。而在表面贴装工艺模拟测试的过程中,由于焊料(锡膏)是经刮刀加压通过钢网开窗直接给到焊盘表面的,因而并不会产生以上问题。
三、总结
通过上文的实验分析,可得到以下结论:
1、在小焊盘条件下,浸锡试验所得出的焊盘完全不上锡的“不良”情况,是由于阻焊高度过大使得浸锡试验中焊料难以接触到焊盘,从而完全不上锡。因而测试结果并不能真实反映试样的可焊性水平;
2、对于上述的浸锡试验中小焊盘不上锡的情况,应采用标准所规定的其他测试方法加以辅助,减少误判的发生。