尽管SMT表面贴装元件已在电子产品中得到广泛应用,并占绝对多数,但还是有部分高可靠性产品,大功率器件,有受力要求的元件如连接器等采用通孔组装方式。这类元件主要采用波峰焊接或手工焊接工艺来实现组装。大家在生产过程中碰到最多、最头疼的问题应该就是通孔内的焊料垂直填充不能达到IPC标准或客户要求。特别是厚度较大的PCB或连接大块铜箔的接地引脚等。本文通过两个案例分析,对波峰焊接和手工焊接过程中,这种通孔填充不足的问题进行分析并给出解决方案。
一、失效案例
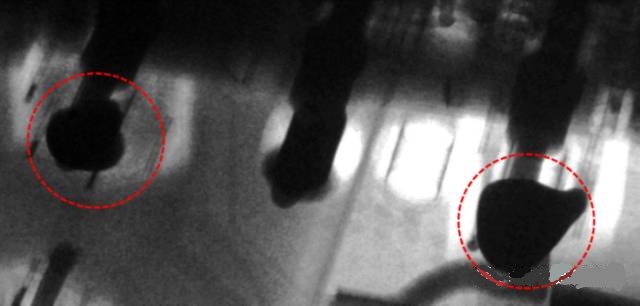
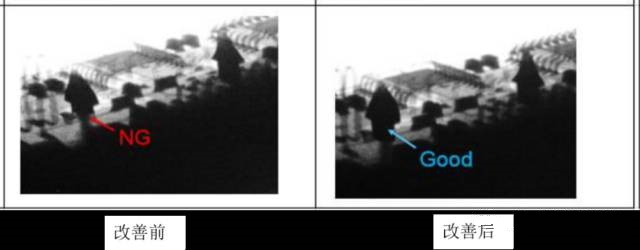
1、案例一:PCB厚度3.5mm,波峰焊后元件接地引脚通孔焊料填充只有PCB板厚度的30%(下图),不良率100%。
2、案例二:手工焊接,两个接地引脚连接大块散热铜(左图),焊料上锡高度只有PCB板厚度的40%,不满足IPC-A-610F标准,不良率100%。

二、原因分析及改善
1、原因分析
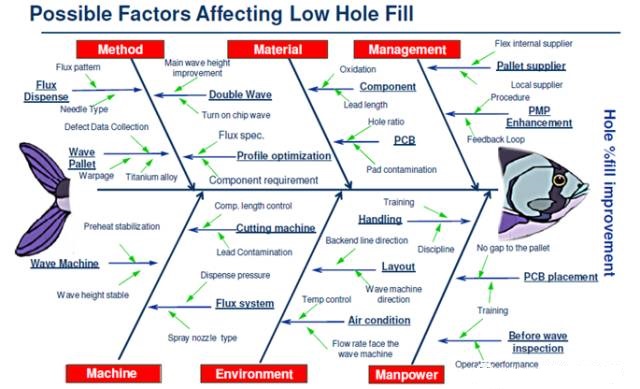
从上面的鱼骨图分析,并结合前面的两个案例,初步确认影响通孔焊料填充的可能因素包括以下几个方面:
1)采用托盘波峰焊接,如果通孔引脚与托盘孔壁之间空间狭窄,其将会影响锡的流动性,经过波峰时,会产生阴影效应,焊料可能越过而没有接触引脚或通孔,另外托盘也可能吸收部分热量从而导致焊接区和焊脚预热不足,这将会影响焊锡的毛细现象而导致润湿不良和填充不足;
2)连接接地层或散热层的引脚,散热快,导致热量不足,不利于焊料的润湿填充;
3)PCB板厚度比较大,热量不足,焊料在孔内润湿爬升困难;
4)板厚度大时,助焊剂穿透覆盖不足,可能降低焊料润湿性。
三、改善方案及效果
通过上面的分析,制定以下改善方案并进行相关的试验,检查试验效果。
1、案例一
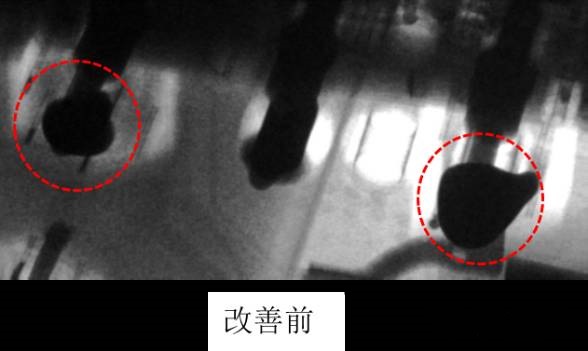
改善方案:加大波峰焊托盘开口尺寸,如下图,在待焊引脚周围留出尽可能多的空间;提高预热温度,将预热温度设置平均提高10--15°C。
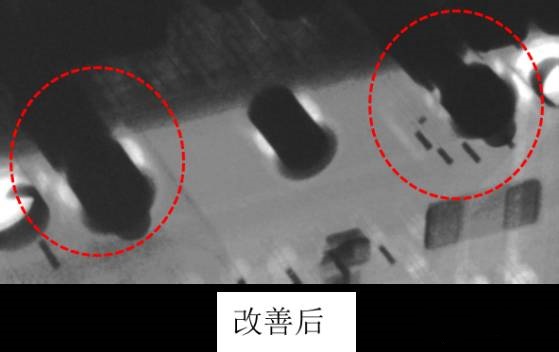
改善效果:通过以上两项改善措施,通孔上锡高度得到改善,达到PCB厚度60%以上(见改善后图),满足IPC二级产品标准(50%PCB厚度)。
2、案例二
改善方案:由于这是手工焊接,采用辅助加热,在焊接前将PCB整体预热温度设置由200°C调整到240°C,烙铁温度设置也由410°C调高为420°C,更换大一号的烙铁头,参数设置见下表:
|
项目 |
改善前 |
改善后 |
|
烙铁温度 |
410℃ |
420℃ |
|
烙铁尺寸 |
3C |
4C |
|
预热温度 |
200℃ |
240℃ |
|
施加液体助焊剂 |
没有 |
有 |
|
孔内焊料填充 |
<40% |
>60% |
改善效果:孔内焊料垂直填充高度大于板厚60%,满足IPC610F二级产品要求(50%PCB厚度)。
根据这些案例分析及改善效果来看,前面的分析基本得到确认。对于接地脚或厚板通孔焊料填充不足的问题,将在《通孔元件焊料填充不足原因及改善方案(下)》里进行归纳总结。