根据《通孔元件焊料填充不足原因及改善方案(上)》里的案例分析及改善效果来看,前面的分析基本得到确认。所以,对于接地脚或厚板通孔焊料填充不足的问题,我们应该从PCB设计、夹具设计、SMT工艺参数设计等方面提前考虑,做好预防措施,后面的工作就顺心顺意了:
1、通孔孔径设计
主要考虑通孔与引脚直径之间的间隙,太大或太小的间隙都不利于焊料在通孔内的填充,当然这个间隙也与PCB厚度有关系,PCB厚度越大,这个间隙也就相应增加,大家可以参照下面表格内的相互关系。这个间隙的保持对厚板来说是相当重要的一个参数。既有利于元件插装,也有利于焊料在孔内的填充。
1)如果引脚尺寸较大(直径大于0.75mm),尽管PCB厚度小于2mm,通孔直径也要参照厚板尺寸计算,例如,引脚直径1.0mm,尽管PCB厚度小于2mm,通孔直径应为2mm(1mm+1mm);
2)如果引脚不是圆形而是方形,以较小的宽度尺寸为计算基准,例如,引脚尺寸为0.5mmX1.0mm,PCB厚度为1.6mm,通孔直径应为1.4mm,而且孔径至少比引脚端面对角线大0.18mm。
2、托盘设计
1)托盘开孔尺寸大小设计应考虑焊料垂直爬升距离(托盘底面到PCB底面之间距离),其实这个开孔尺寸越大越好,大的开孔尺寸有利于焊料与元件引脚和通孔接触润湿。但因为板上元件密度大,没有足够的空间,这就需要保持一个最小开孔尺寸,这个尺寸要大于或等于焊料垂直爬升距离。
2)如果托盘需要大的避空而担心强度不足,可以考虑采用钛合金替代部分原材料,在保证有足够的避空情况下而不失强度、寿命要求。
3、对于板厚比较大的PCB(2mm以上),在分析通孔上锡问题时需要考虑助焊剂在孔内的覆盖,可以通过下面左图方法进行检测。通过热敏纸上的助焊剂分布可以确认助焊剂是否完全覆盖通孔内壁,如果助焊剂覆盖不充分,孔内上锡高度也会大受影响。
4、厚度比较大的PCB或个别连接大块铜箔的引脚波峰上锡不良,预热是一个关键点。足够的热量是保证焊料充分流动、填充的必要条件,如果通孔内壁热量不足,焊料在孔内的流动性变差,填充高度自然就很难达到了。PCB厚度大,自然需要更多的热量,这个容易理解。同样,如果引脚与大块铜箔连接,尽管PCB厚度尺寸不大,但由于金属热量传递快,当焊料流经大块铜层时,热量迅速流失,流动性变差,填充润湿性下降,就会出现通孔填充不足问题。所以,遇到较厚的PCB或连接大块铜时,就要确保PCB元件面预热温度达到松香水的建议值(如>110C°)。
5、对于手工焊接,如果碰到厚板或接地脚焊接时,可以采用辅助加热方式,事先对需要焊接的PCB进行预热处理,板上预热温度达到120—130°C为宜。
6、为了很好地监控元件及PCB各区域的温度,可以采用下图所示放置热电偶(TC、Thermocouple),监控焊接温度和时间,也监控非焊接区域的温度和时间。这样既可以确定焊接区温度达到预先的设计,也不用担心PCB或元件出现热损伤问题。
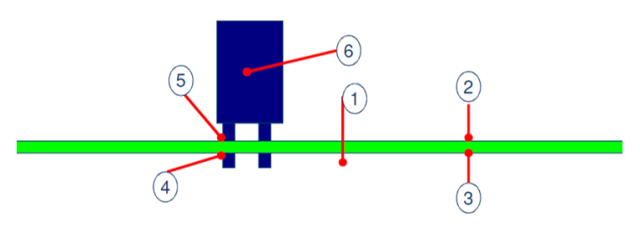
1)TC1用于监控波峰接触驻留时间;
2)TC2用于测试并监控PCB元件面低热容区域温度(无PTH元件);
3)TC3用于测试并监控PCB焊接面低热容区域温度(无PTH元件);
4)TC4用于测试并监控目标元件焊接面安装孔环温度;
5)TC5用于测试并监控目标元件元件面安装孔环温度;
6)TC6测试并监控元件封装本体温度。