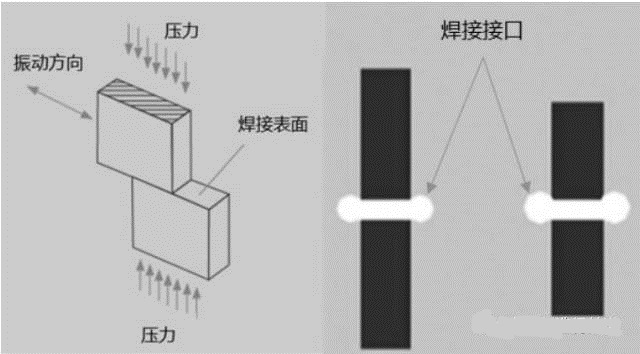
所谓振动摩擦焊接是指在上/下热塑性塑料件之间施加压力的状态下,通过治具左右振动产生摩擦热熔化树脂,停止振动加压固化,使上下塑料件结合的焊接方法。如下图所示:
一、振动焊接材料
影响焊接强度的材料因素:
1、材料粘度:高粘度的聚合物在熔融阶段有更好的互连(扩散和纠缠)
2、添加剂:一些添加剂会影响结晶率。一般来说较慢的结晶速率使聚合物链有更多的时间互连,焊接质量更好。
3、材料含水率:存储过程中热塑性塑料的含水量增加,在焊接区域时会产生气泡和降低焊接强度。为了避免气泡沫的形成,焊接前进行干燥。
二、振动摩擦焊接设备
1、振动摩擦焊接设备的基本构造:
基本构造图
2、振动摩擦焊接关键控制参数:
1)频率:线性(100Hz~240Hz);轨迹200Hz
2)振幅:线性(100Hz:2。0~4。0mm/240Hz:0。7~1。8mm);
3)轨迹200Hz:0。5~1。5mm
4)焊接压力
5)焊接绝对深度
6)焊接时间
7)冷却保压时间、冷却保压力
三、振动摩擦焊接制程
振动摩擦焊接需要两个热塑性塑料在适当的压力和频率与振幅下一起摩擦,直到产生足够的热量以熔化和混合聚合物。根据其运动轨迹可分为线性焊接和轨迹焊接。在此我们主要简介线性焊接的过程。
在线性振动焊接过程中,一个零件相对于另一零件作线性运动。在两零件之间的摩擦力产生热量,依次熔化界面层。静态载荷作用于移动零件,也作用于熔化层,促进了熔化液的液态流动,在振动停止后,零件被校准,熔化聚合物凝固形成焊缝。
1、振动摩擦焊接流程:
1)安装零件到上下模具
2)合模焊接、保压冷却
3)开模取出产品
2、振动摩擦焊接阶段:
1)固体状态摩擦(开始熔化);
2)形成不稳定的熔隔层(熔融层开始向外溢出);
3)熔融稳定阶段,熔融物的溢出量与生成量达到平衡状态;
4)停止振动,固化焊接面。
振动摩擦焊接过程,如下图所示:

四、振动摩擦焊接设计要点
与其他焊接制程相比,焊缝几何形状的设计对振动焊接的成功至关重要。接点设计可以非常简单,比如对接或与一些溢料槽和‘U’型边缘。接点设计的选择主要取决于部件的设计要求。一些基本的接头设计如下所述。
1、对接:最简单的接头设计可以使用短墙或平行于振动运动的墙壁。
2、双舌头、槽设计:当要求接点高强度并包含大的溢料时考虑用舌与槽及‘U’缘设计,这种接头设计将制作出外观干净的产品。
3、外部溢胶槽接点设计
五、振动摩擦焊接的优劣分析
1、优点:
1)焊接不规则,形状复杂的工件;
2)可容积大型的零件;
3)熔接力强,接口可靠;
4)能一次焊接多个工作;
5)无需借助其他结合物质;
6)无臭味,不会造成环保问题;
7)对于受潮(需干燥处理)与含高量添加物(高达45%)之塑料有良好的熔接效果;
8)快速容易设定;
9)模具替换性高。
2、缺点:
1)熔接面为10度以内的平面
2)产品要坚固,耐得住振动摩擦(产品侧壁加强筋)
3)若焊接结构的设计不合理,有时外观会有溢料产生
六、振动摩擦焊接缺陷及改善措施
|
问题 |
可能导致的原因 |
更正措施 |
|
过焊 |
能量供应过多 |
减小焊接压力 |
|
减小焊接时间 |
||
|
减小振幅 |
||
|
欠焊 |
能量供应不足 |
增大焊接压力 |
|
增大焊接时间 |
||
|
增大振幅 |
||
|
接口四周焊接不均匀 |
塑件配合不佳 |
检查塑件尺寸 |
|
检查模具压力 |
||
|
增加焊接压力 |
||
|
塑件侧壁倾斜 |
塑件增加加强筋 |
|
|
塑件增加固定件 |
||
|
塑件上下未对准 |
检查塑件尺寸 |
|
|
检查上下塑件的模具 |
||
|
检查焊接压力 |
||
|
夹具夹持力不够 |
检查夹具关键区域,改善夹持 |
|
|
重新设计制造夹具 |
||
|
四周焊接质量不一 |
塑件制造公差 |
减小公差尺寸 |
|
检查注塑操作状况 |
||
|
焊接前烘干塑件 |
||
|
塑件表面擦伤 |
一模多件尺寸公差 |
检查塑件尺寸 |
|
检查模槽磨损状况 |
||
|
检查注塑操作状况和注塑模 |
||
|
采用回收塑料 |
减低回收料的百分比 |
|
|
检查回收料的质量 |
||
|
填料分布不均 |
检查注塑操作状况 |
|
|
焊接接口设计错误 |
重新设计接口 |