选择性波峰焊技术是SMT贴片加工技术中新兴发展的技术,它的出现较大的满足了高密度多样性混装PCB板的组装要求。选择性波峰焊具有焊点参数单独设置,对PCB热冲击小,助焊剂喷涂量少,焊接可靠性强等优点,正逐渐成为复杂PCB不可或缺的焊接技术。接下来众焱电子将为大家详细介绍选择性波峰焊技术在SMT贴片加工中的应用
一、选择性波峰焊的应用领域
近几年来,选择性波峰焊作为高品质高精密的组装技术,在多个领域内的著名企业正得到广泛的应用。
据小编的了解,很多广州SMT贴片加工厂为了进一步改善焊接品质,提高焊接效率,选择性波峰焊系统也一直处于改进与优化进程之中。根据各企业的生产实际情况,其预热模块配备了多种加热单元,如热风对流及长波,中波,短波等多模块加热方式,并可以联合使用以提高预热效果。同时,针对不同的焊接引脚,焊接模块正由单喷嘴焊接方式向多喷嘴焊接方式转变,通过多喷嘴同时运动方式来成倍的提高生产效率,并可选用多种波峰大小与高度,多区域可编程的灵活焊接方式来提高焊接效果,选择性波峰焊必将拥有越来越广阔的发展前景。
二、选择性波峰焊的技术要点
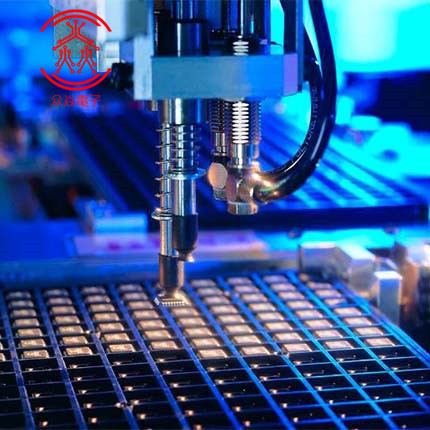
选择性波峰焊作业流程一般由助焊剂喷涂、预热、焊接三个部分组成。通过设备的程序设置,可对将要焊接的焊点依次完成助焊剂喷涂工作,然后焊点经预热模块预热后,再由焊接模块对其进行逐点焊接。
1、助焊剂喷涂
助焊剂的喷涂方式可以分为单咀喷雾式,微孔喷射式,同步式多点/图形喷雾等多种方式,可根据PCB的线路布局特点及元器件引脚进行选择。在保证喷涂位置精确度的情况下,根据焊点的不同,参考传统波峰焊喷涂量,选择性助焊剂的喷涂可以分为以下几种情况。
1)单点喷涂时,助焊剂量一般控制20%以内(与元件引脚、孔径的大小有关),喷涂时间为1s以内,喷涂时间不宜过长,否则会造成PCB板面助焊剂残留。
2)连续焊点喷涂时,助焊剂量一般控制在30-40%左右,喷头的移动速度一般控制在15-30mm/s之间。
3)对于一些特殊位置,特殊元器件焊接时,助焊剂喷涂量有所不同,在保证焊接效果的情况下,尽量减少助焊剂喷涂量。
未完待续...
广州众焱电子有限责任公司,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的公司,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。公司的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。