由于电子产品越来越重视小型化、多功能,使电路板上的元件密度越来越高,许多单面和双面板都以SMT表面贴装元器件为主。但是,由于连接强度、可靠性和适用性等因素,某些通孔元件仍无法片式化,特别是周边连接器。在传统SMT混装工艺中,通孔插装元件大多采用波峰焊、选择性波峰焊、焊锡机器人、手工焊,这些传统方法,尤其是波峰焊和手工焊接质量远不如再流焊的质量;目前很多电子产品通孔元件的比例只占元件总数的10%-5%甚至更少,采用波峰焊、选择性波峰焊、自动焊锡机器人、手工焊及压接等方法的组装费用远远超过该比例,单个焊点的费用很高。因此,通孔元件再流焊技术日渐流行,通孔插装元件采用再流焊替代波峰焊(即纯再流焊工艺)已成为当前SMT贴片加工技术发展动态之一。
1、单面混装(a)
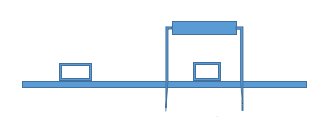
A面印SMC/SMD焊膏→贴装SMC/SMD→再流焊1→翻转PCB→B面印刷THC焊膏→翻转PCB→A面贴装THC→再流焊2,见图1。
2、单面混装(b)
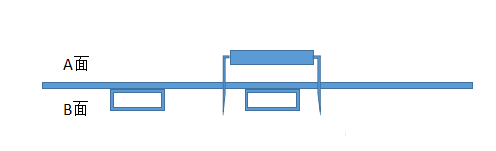
B面印SMC/SMD焊膏→贴装SMC/SMD→再流焊1→B面用管状印刷机印刷或点膏机施加THC焊膏→翻转PCB→A面插装THC→再流焊2,见图2。
3、双面混装
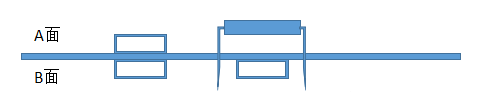
B面印焊膏→B面贴装SMC/SMD→再流焊1→翻转PCB→A面印SMC/SMD焊膏→贴装SMC/SMD→再流焊2→管状印刷机印刷或点膏机在B面施加THC焊膏→A面插装THC→再流焊3,见图三。
组装密度不大的组装板,也可以先对A面SMC/SMD印焊膏、贴装、再流焊;然后再B面采用带台阶(两种不同厚度)的模板,对SMC/SMD与THC同时印刷焊膏,先贴,后插,然后同时再流焊。