为了评估SMT无助焊剂回流的质量,将各种带有镀态焊料凸点的仿真晶圆(8英寸和12英寸),送进EA回流炉进行回流处理。图1所示是镀在镍材表面上的锡基凸点在经过回流之后的截面。焊料与其下金属层所形成的金属间化合物(IMC)具备合理厚度,证实了新工艺的SMT回流时间和温度符合要求。EA活化氢对于去除氧化物的效率也在多次试验中被充分显示。图5呈现了晶圆上的无铅焊料在不同回流工艺下的形状。回流之前的电镀态呈圆柱形(图2a)。在未施加EA的情况下,氮氢混合气中回流的凸点表面粗糙且形变不完全(图2b)。当回流中施加了EA,凸点表面光滑,呈现球形表面(图2c),甚至比清理之后的助焊剂下回流的凸点质量更好(图2d)。图3进一步展示了EA活化氢工艺可确保在12英寸宽的移动晶圆表面,凸点形状均匀一致。此外,回流后的晶圆表面没有焊料及其他物质的污染。
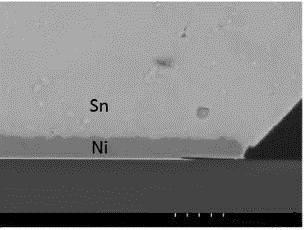
图1 凸点截面显示金属间化合物(IMC)
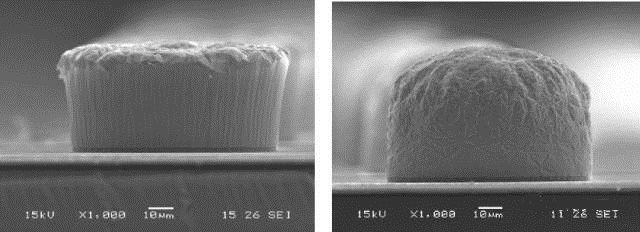
a)回流之前;b)回流中不含EA
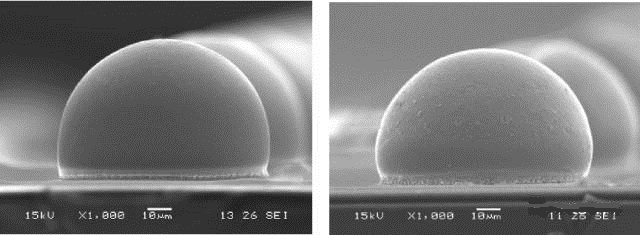
c)回流中含EA;d)含助焊剂回流加后续清理
图2 凸点形状比较
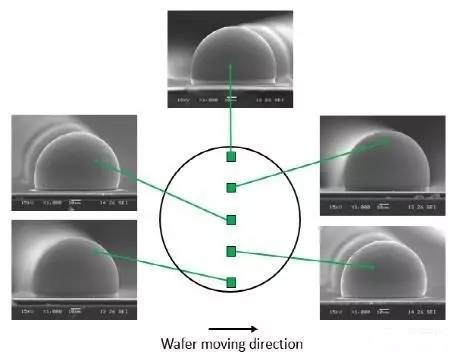
图3 12英寸宽的移动晶圆表面凸点形状均匀一致
利用EA活化氢技术回流的整片仿真晶圆还被送回到相应客户进行标准质量检测,例如分析凸点的形状、均匀性、剪切强度、失效模式以及内孔洞。结果证实,在这一新工艺下回流的晶圆完全符合正常规格(即在氮气下使用助焊剂回流的规格)。自动光学检测(AOI)的结果,8英寸晶圆上的凸点高度(BH)和直径(BD)都在规范之内。所有剪切失效均在凸点内部且剪切强度明显超出标准(>2g/mil2)。芯片在回流后的X射线图像,它表明凸点的内孔洞(绿色)数量很低,且尺寸很小,一般仅为凸点截面的3%,远远低于规定的上限(凸点截面的8%)。
这一晶圆凸点回流焊的新工艺能够为用户带来以下益处:
1、消除了由助焊剂引起的凸点孔洞和晶圆污染,因而可提高回流质量;
2、晶圆无需回流后的清洗工序,且免除了因清理炉壁导致的停机,从而可提高生产效率;
3、节省了为清洗晶圆而带来的设备成本、清洗液费用、人工费用及助焊剂本身的费用,从而降低了整体生产成本;
4、避免操作人员暴露于助焊剂环境,且使用无毒及不可燃气体,因而可大大提高工艺操作的安全性;
5、完全消除了有机挥发气体、危险废物残留以及CO2的排放,因此更加环保。
为了检验回流炉中的EA环境是否对晶圆上的集成电路造成任何损坏,不同半导体厂家提供了具有预先测试记录的功能芯片及功能晶圆。这些芯片和晶圆被送进回流炉,暴露于EA环境之下,再由各提供厂家进行后续功能的测试。其结果是所有芯片及晶圆均通过了后续测试,证实了EA活化氢工艺不会损坏晶圆和芯片的电气功能。试验结果表明,晶圆凸点的回流质量能够满足客户的各项规格,新工艺不会对晶圆上的电气功能造成损坏,且回流炉运行安全可靠。