图1双面SMD布局设计
对于双面全SMD布局,布局在底面的元器件应该满足顶面焊接时不会掉下来的最基本要求。装配工艺流程如下。
(1)底面:印刷焊膏→贴片→再流焊接。
(2)顶面:印刷焊膏→贴片→再流焊接。
之所以先焊接底面,是因为一般底面上所布局的SMD考虑到了不能掉下来的焊接要求。
顶面混装,底面SMD布局设计这是目前常见的布局形式,根据插装元器件的焊接方法,可以细分为三类布局,即波峰焊接、托盘选择性波峰焊接和移动喷嘴选择性波峰焊接或手工焊接。
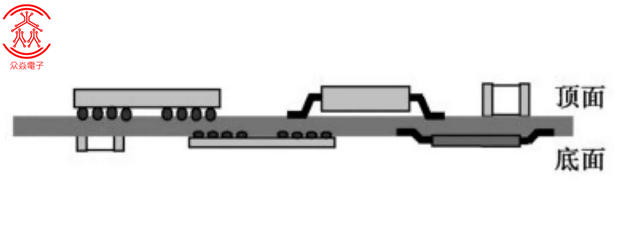
由于焊接工艺不同,设计要求略有不同。底面采用波峰焊接的布局设计底面采用波峰焊接的布局设计如图2所示,这类布局适合复杂表面组装元器件(不适合波峰焊接的SMD)可以在一面布局下的情况。
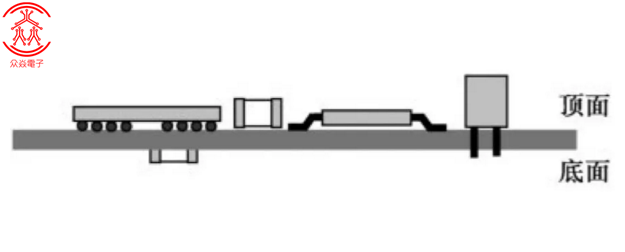
图2 底面采用波峰焊接的布局设计
波峰焊接的布局设计,其上的SMD必须先点胶固定。采用的装配工艺流程如下:
(1)顶面:印刷焊膏→贴片→再流焊接。
(2)底面:点胶→贴片→固化。
(3)顶面:插件。
(4)底面:波峰焊接。之所以先焊接顶面,一方面,因为裸的PCB在焊接前比较平整;另一方面,因为底面胶的固化温度比较低(≤150℃),不会对顶面上已经焊接好的元件构成不良影响。
底面采用托盘选择性波峰焊接的布局设计底面采用托盘选择性波峰焊接的布局设计如图3所示,这类布局适合SMD数量多、一面布局不下,又有不少插装元器件的情况。
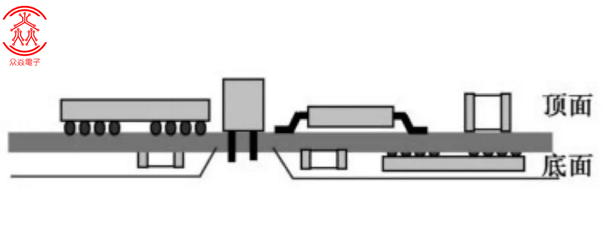
图3 底面采用托盘选择性波峰焊接的布局设计
底面布局要求比较多,一是SMD元件不能太高;二是波峰焊接元器件与托盘保护的SMD之间的间隔要满足工装、温度的设计要求。托盘选择性波峰焊接的布局设计,其装配工艺流程如下:
(1)底面:印刷焊膏→贴片→再流焊接。
(2)顶面:印刷焊膏→贴片→再流焊接。
(3)顶面:插件。
(4)底面:加托盘波峰焊接,如图4所示。

图4 托盘
底面采用移动喷嘴选择性波峰焊接的布局设计底面采用移动喷嘴选择性波峰焊接的布局设计如图5所示,这类布局适合SMD数量多、一面布局不下,只有少数插装元器件的情况。
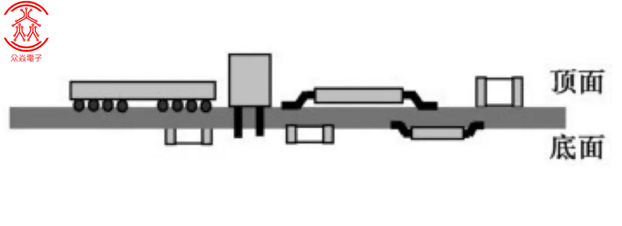
图5 底面采用移动喷嘴选择性波峰焊接的布局设计
底面布局与双面全SMD基本一样,只要插装引脚与周围元器件的间隔满足喷嘴焊接要求即可。底面采用移动喷嘴选择性波峰焊接的布局设计,其装配工艺流程如下:
(1)底面:印刷焊膏→贴片→再流焊接。
(2)顶面:印刷焊膏→贴片→再流焊接。
(3)底面:移动喷嘴选择性波峰焊接。
广州众焱电子www.gz-smt.com,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的企业,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。企业的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。