预热区均匀加热的另一目的,是要使锡膏中的溶剂可以适度的挥发并活化助焊剂,因为大部分助焊剂的活化温度大约落在150°C上下。
快速升温有助快速达到助焊剂软化的温度,因此助焊剂可以快速地扩散并覆盖到最大区域的焊点,它可能也会让一些活化剂融入实际合金的液体中。可是,升温如果太快,由于热应力的作用,可能会导致陶瓷电容的细微裂纹(micro crack)、PCB受热不均而产生变形(Warpage)、空洞或IC晶片损坏,同时锡膏中的溶剂挥发太快,也会导致塌陷产生的危险。
较慢的温度爬升则允许更多的溶剂挥发或气体逃逸,它也使助焊剂可以更靠近焊点,减少扩散及崩塌的可能。但是升温太慢也会导致过度氧化而降低助焊剂的活性。
炉子的预热区一般占加热通道长度的1/4—1/3,其停留时间计算如下:假设环境温度为25°C,若升温斜率按照3°C/sec计算则(150-25)/3即为42sec,如升温斜率按照1.5°C/sec计算则(150-25)/1.5即为85sec。通常根据组件大小差异程度调整时间以调控升温斜率在2°C/sec以下为最佳。
另外还有几种不良现象都与预热区的升温有关系,下面一一说明:
1、塌陷
这主要是发生在锡膏融化前的膏状阶段,锡膏的黏度会随著温度的上升而下降,这是因为温度的上升使得材料内的分子因热而震动得更加剧烈所致;另外温度迅速上升会使得溶剂(Solvent)没有时间适当地挥发,造成黏度更迅速的下降。正确来说,温度上升会使溶剂挥发,并增加黏度,但溶剂挥发量与时间及温度皆成正比,也就是说给一定的温升,时间较长者,溶剂挥发的量较多。因此升温慢的锡膏黏度会比升温快的锡膏黏度来的高,锡膏也就比较不容易产生塌陷。
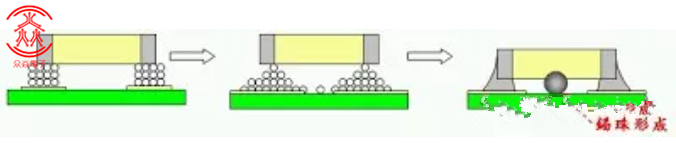
2、锡珠
迅速挥发出来的气体会连锡膏都一起往外带,在小间隙的零件下会形成分离的锡膏区块,回流焊时分离的锡膏区块会融化并从零件底下冒出而形成锡珠。
3、锡球
升温太快时,溶剂气体会迅速的从锡膏中挥发出来并把飞溅锡膏所引起。减缓升温的速度可以有效控制锡球的产生。但是升温太慢也会导致过度氧化而降低助焊剂的活性。
4、灯蕊虹吸现象
这个现象是焊料在润湿引脚后,焊料从焊点区域沿引脚向上爬升,以致焊点产生焊料不足或空銲的问题。其可能原因是锡膏在融化阶段,零件脚的温度高于PCB的銲垫温度所致。可以增加PCB底部温度或是延长锡膏在的熔点附近的时间来改善,最好可以在焊料润湿前达到零件脚与焊垫的温度平衡。一但焊料已经润湿在焊垫上,焊料的形状就很难改变,此时也不在受温升速率的影响。
5、润湿不良
一般的润湿不良是由于焊接过程中锡粉被过度氧化所引起,可经由减少预热时锡膏吸收过多的热量来改善。理想的回流焊时间应尽可能的短。如果有其他因素致加热时间不能缩短,那建议从室温到锡膏熔点间採线性温度,这样回流焊时就能减少锡粉氧化的可能性。
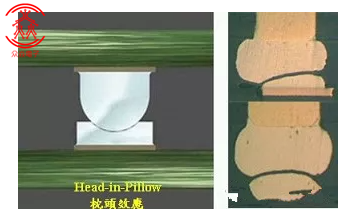
6、虚焊或“枕头效应”(Head-In-Pillow)
虚焊的主要原因可能是因为灯蕊虹吸现象或是不润湿所造成。灯蕊虹吸现象可以参照灯蕊虹吸现象的解决方法。如果是不润湿的问题,也就是枕头效应,这种现象是零件脚已经浸入焊料中,但并未形成真正的共金或润湿,这个问题通常可以利用减少氧化来改善,可以参考润湿不良的解决方法。
7、墓碑效应及歪斜
这是由于零件两端的润湿不平均所造成的,类似灯蕊虹吸现象,可以藉由延长锡膏在的熔点附近的时间来改善,或是降低升温的速率,使零件两端的温度在锡膏熔点前达到平衡。另一个要注意的是PCB的焊垫设计,如果有明显的大小不同、不对称、或是一方焊垫有接地(ground)又未设计热阻(thermal thief)而另一方焊垫无接地,都容易造成不同的温度出现在焊垫的两端,当一方焊垫先融化后,因表面张力的拉扯,会将零件立直(墓碑)及拉斜。

8、空洞(Voids)
主要是因为助焊剂中的溶剂或是水气快速氧化,且在焊料固化前未即时逸出所致。
广州众焱电子是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的企业,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。企业的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。