采用真空回流炉在smt焊接技术中能够很好地避免由于非真空环境下的焊锡膏或是助焊剂 的氧化与挥发而造成的气泡或空洞问题,从而使得焊点中的空洞率控制在一个较小的范围内来满足产品的高可靠性能与良好的导热导电性能的要求。
在本文中,众焱电子小编简要的介绍了真空回流炉的基本原理和降低空洞的原因,并且在实际生产中采用了BGA和具有大面积焊盘的器件进行了真空回流焊接和非真空回流焊接的对比,其结果显示真空回流焊接的空洞率更小而且能够达到高标准的要求,但是在采用真空回流焊接中还存在一定的问题,这也是我们下一步需要解决和改进的。
一、真空回流炉焊接试验
本次试验是采用某品牌热风强对流加热的在线真空回流炉,一共有预热区,高温回流区,真空区,冷却区4个大区,可参见示意图2所示(具体的各温区会根据各种型号的不同会有差别);高温区最高加热温度为 350℃,真空区温度加热最高为 300 ℃。在真空焊接时先将预焊接的产品经过链式传输轨道输送到预热区进行预加热;待产品和助焊剂、焊锡膏有一定温度和一定活性之后经过链条传输轨道进入高温区进一步加热;加热到最高温度之后将产品送入真空腔体,密闭后系统开始抽去腔体的气体,腔内为真空状态。
由于腔体本身有加热功能且所设温度比产品的设定温度稍高,在真空状态下腔体和产品之间不会发生热传导,所以腔体不会吸收来自产品的热量,使得PCB的热不会损失从而保持恒温,最终将产品传输到冷却区冷却之后完成焊接过程。此真空回流设备装有氮气冲入测量系统,输入氮气压力 6-8Bar,设备待机状态下氮气耗量 12 立方米/小时,正常开启真空制成生产状态氧气值设定 1000PPM 时,其耗氮量为 20-25 立方米/小时。本次试验暂时先不开氮气系统,只是单纯的对比真空回流焊接与非真空回流焊接。
对比试样进行两个批次产品的试验,分别为BGA和大面积焊盘。我们进行试验的第一种板卡上有7个BGA和4个凌特芯片,使用专用模具制作合适的炉温曲线。空回流炉的温度设置和真空区参数设置分别参见表1和表2。
表1真空回流炉温度设置
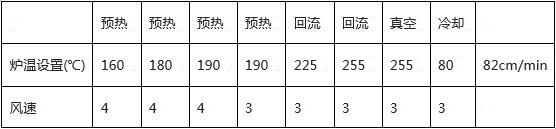
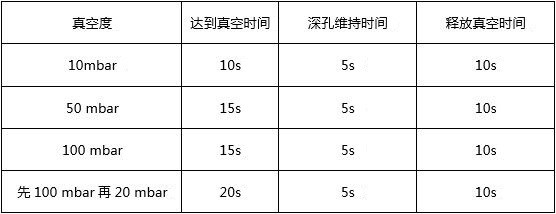
表2真空区参数设置
真空回流炉比空气回流炉多一个真空区,真空回流炉轨道是分为3段,前一段轨道和空气炉是一样的,在设定温度上也近似,有预热区和回流区。中间一段轨道为真空区,当PCB进入这段轨道后会停住,前后俩侧降下挡板闭合,形成一个密闭的腔体,再由真空泵抽离其中的空气。完成后进入最后一段轨道进行降温冷却。由于在真空区PCB会停留一段时间,比空气回流炉多出真空抽离时间,真空维持时间,和释放真空时间,此时锡要一直是处于熔融回流状态,所以比空气回流炉液上线时间,一般要多出30秒到40秒。回流时间越长,形成的IMC越厚,最后会导致焊盘的韧性下降,所以设定的高温回流区要少。
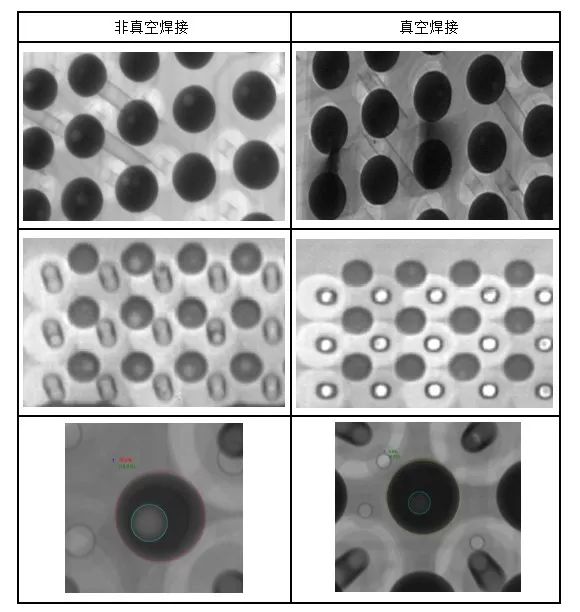
1、焊接BGA效果对比
使用非真空焊接,气泡控制在15%范围内,需要smt贴片打样或加工工艺、制程和操作三方面很好的配合才能完成,但也会出现各个方面都控制得当,但气泡仍在20%左右上下徘徊,想要解决这个现象就比较困难了。使用真空焊接,真空度保持10mbar时,气泡在3%左右,即便将真空度调高,试验4块板卡气泡最大的在8.9%,很容易达到高标准的要求。通过对比真空回流与非真空回流焊接的结果可知真空回流炉的确极大地改善了BGA焊点气泡的问题,其结果可见表3中的对比。
表3BGA焊点非真空和真空焊接气泡对比
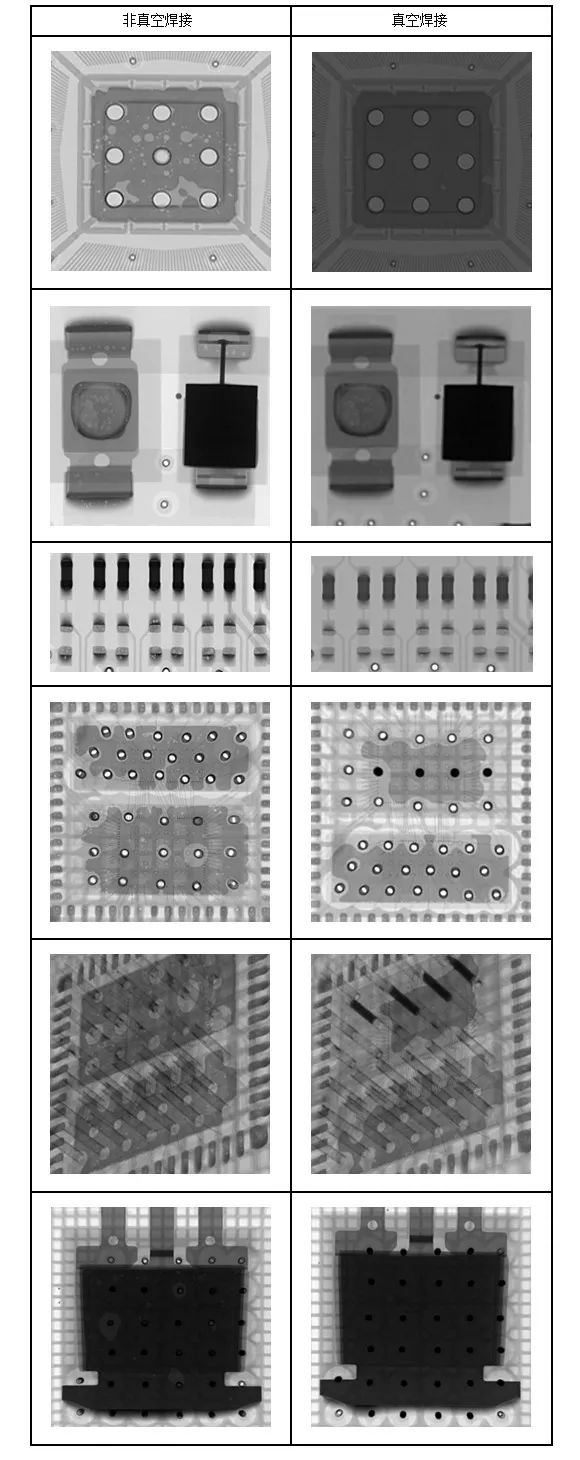
2、焊接大面积焊点
大面积焊盘焊点存在的气泡比较多,目前在使用和检验过程中对此类焊点虽然还没有明确的标准和要求,但气泡肯定会对焊点的散热和机械受力方面不利。使用真空回流炉后焊点气泡明显减少,但接地焊盘如果存在过孔且未做埋孔阻焊处理的,锡量会流到过孔内并填充过孔,如若采用真空焊接,对于接地焊盘的钢网开孔大小还需要明确。其结果见表4中的对比。
表4大面积焊点非真空和真空焊点对比
二、总结
以上为smt真空回流炉实验的两个批次的产品,对比了真空回流焊接和非真空回流焊接BGA和大面积焊盘时对空洞的影响,真空条件下由于内外压差、焊锡膏/助焊剂未被氧化等原因可以很明显的降低焊点中的气泡使其达到相关标准的要求,满足产品高可靠性的要求。
随着电子行业的发展,越来越多的客户对产品可靠性的要求越来越高。为了更有效的降低空洞率,促使我们使用更新的设备完成这一要求,但是新设备的使用必然要对我们现有的模式和工艺窗口进行调整,也会出现很多的新问题,这需要我们去深入的探讨和发现。
广州众焱电子有限责任企业www.gz-smt.com,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的企业,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。企业的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。