关于锡膏印刷后的可接受质量标准,IPC-7527仅仅是对图形,偏移,面积,高度,锡珠,清洗等项目进行了规定,没有对锡膏体积(即模板体积转移率)进行规定。在实际SMT贴片加工过程中,锡膏体积是面积和高度的乘积,它是更能够反映印刷质量的综合性参数。下面众焱电子将接着《浅析SMT印刷参数对锡膏体积的影响(一)》的内容继续进行分析。
3、位置—散度模型
锡膏印刷属于典型的望目型工程问题。我们希望最好的目标是100%,上下有点小波动就最完美了。
使用位置—散度模型可以快速实现稳健参数的识别和设置。所以识别位置因子和散度因子对指导参数调试有现实意义。位置因子是根据均值排秩决定的,它代表了锡膏体积数据中心值相对目标值的位置。偏左代表锡膏体积小于目标;偏右代表锡膏体积大于目标,正中表示锡膏体积为100%(完美状态)。散度因子是根据S/N排秩决定的,它代表了锡膏体积数据分布的分散性,S/N越高,对应的均方差越低,数据分布越集中,锡膏体积印刷过程变异越小;S/N越低,对应的均方差越大,数据分布越分散,锡膏体积印刷过程变异越大。
根据均值和S/N排秩,锡膏体积印刷的位置因子和散度因子如图5所示。
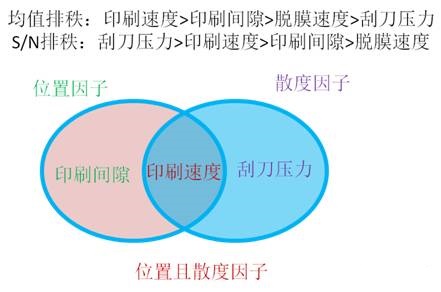
图5.位置因子和散度因子
4、印刷参数设置的工程指导
确定了印刷参数的位置因子和散度因子,对SMT的锡膏印刷工艺有巨大的指导意义。工程参数调试主要分为望目型和非望目型(望大或者望小)。很多广州SMT贴片加工厂在参数调整的顺序是有差异的。
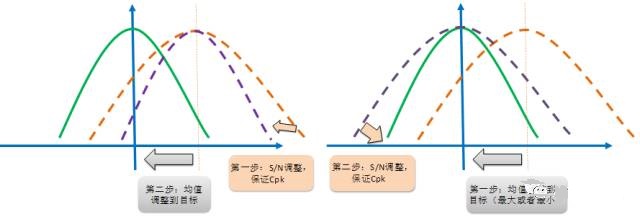
图6.望目型和非望目型工程参数调整顺序示意图
从图6可以看出,望目型工程参数调整是先散度再位置.非望目型工程参数调整是先位置再散度。当希望我的结果是最大或者最小时,首先调整位置因子,让均值首先达到极值;然后调整散度因子,努力使结果S/N最大,变异最小,数据最集中,Cpk最大。而对于望目型工程参数调整是先散度再位置。首先调整散度因子,使过程变异最小,数据最集中,Cpk最大,然后调整位置因子,让均值达到目标,对于锡膏印刷来说,就是达到100%的体积转移比。
根据位置因子和散度因子,在印刷参数调试过程中,首先调整散度因子(印刷压力)。做到压力轻,钢网干净,在调整压力的时候,要将位置及散度因子(印刷速度)同步调整,速度慢,容易刮干净;速度快,容易锡膏残留。所以,速度慢下来,就就要将压力减下来。速度变快,压力就要升上去。通过压力和速度的联调,锡膏体积在SPI的SPC统计达到1.33后,通过调整位置因子(印刷间隙),使锡膏体积的体积转移比的均值达到100%左右。在实际工程中,不同元器件有不同的SPI体积规格,我们选取最严器件的规格作为生产实际管控规格,比如0.4/01005 pitch BGA 的体积要求是40%~200%,我们就将40%~200%作为这个产品过程管控规格。
四、总结及展望
通过印刷参数对锡膏印刷体积的影响的研究,找到了知道工程调试的方法论,通过正交实验设计和数据分析,找到了刮刀压力是锡膏印刷的散度因子,印刷速度是位置及散度因子,印刷间隙是位置因子。脱膜速度影响较小,作为微调参数。并且运用位置散度模型,知道锡膏调试的顺序及方法,这对于高精度产品生产,快速换线,消除制程变异,提高工艺稳健性等有巨大的意义。
广州众焱电子有限责任公司www.gz-smt.com,是一家专业从事SMT贴片加工、DIP常见加工、PCBA包工包料、PCB线路板制造的公司,拥有多年的电子加工经验,以及先进的生产设备和完善的售后服务体系。公司的SMT贴片加工能力达到日产100万件,DIP插件加工产能为20万件/日,能够给你提供优质的电子加工服务。