在SMT再流焊过程中,器件任一焊接端的热容直接会影响碑立的产生。焊接的热容不均等是造成碑立的根本原因,较小热容的一端将先湿润,于是枪先对器件施加力,无源器件两引线端的热容不同的可能有;焊盘尺寸公差,器件引线端金属化公差,焊膏印刷量公差,通孔或印制板内层布局布线等。
1、印制板焊盘的热容
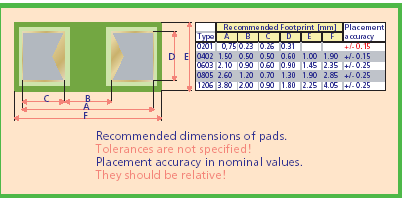
焊盘尺寸愈大,焊膏熔融的表面积愈大,则表面张力也就大。焊盘尺寸的变化很大,器件供应商会推荐与器件类型相配的焊盘尺寸规格,但是制造的公差并没规定。变动的公差会对焊盘热容产生很大的影响。另外,焊盘尺寸与公差与器件贴装精度有关。这、种情况经常如此,但并非全是,焊盘尺寸/热容与器件规格及碑立的产生成正比例关系的。如下图所示焊盘尺寸与推荐公差。
2、器件引线端的热容
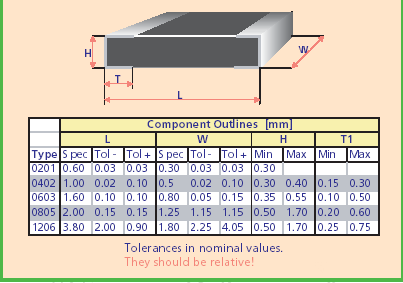
与器件类型及外形相关的热容直接影响焊接工艺的加热速度与时间。这些公差仅以正常数值表示,但是相对的,因为随着器件的小型化,那些与焊盘,金属化及贴装速度有关的尺寸参数将变得更为重要。如下图所示器件引线端类型与器件外形的数据。
3、焊膏的热容
少量焊膏的焊盘要比过量焊膏的焊盘再流快得多,不论采用何种方法,焊盘沉积的焊膏必须与形成合格的焊点连接匹配,不得过量。更重要的是,在再流前,焊盘间的焊膏必须均匀。三维焊膏图像有助与工程师检测焊膏的热容,使其在控制之下。
虽然少量焊膏能更快速升温,但器件的贴装位置实际上在加热升温中也起到作用,器件贴装对准问题也可能会造成器件引线端的明显偏移,这样势必产生热容的不一样,结果得到两引线端间的温差扩大(Δt)。要克服这个问题,焊膏必须在几分之一秒内迅速熔融。